|
���Ӽ�ͨ�ü�������(JB/T 5000.3��1998) |
||||||||||||
|
���ֲָ��ڻ���ǰ����ְ�ֲ���ƽ��ȡ��ָ��ֱ��ΰ������±�1�Ĺ涨����������ﵽҪ��Ĺ���ſɻ��ߣ����ֵľֲ���״��ƽ�����ÿ�׳����ڲ�����2mm�� ��1 |
||||||||||||
|
���� |
���������� ͼ |
����ֵ/mm |
���� |
���������� ͼ |
����ֵ/mm |
|||||||
|
�ְ�ƽ��� |
|
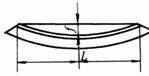
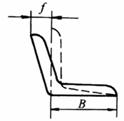
1000������ƽ�������ֵf�� ����14��f��2 ����14��f��1 |
�۸��빤�ָ�ֱ�߶� |
|
ȫ��ֱ�߶�
|
|
||||||
|
����������1000��ƽ�� |
|
|||||||||||
|
�Ǹ�ֱ�߶����ȿ���б |
|
ȫ��ֱ�߶�
|
�۸��빤�ָ���Ť |
|
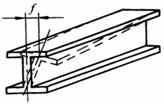
��Ť�� L��1000�� f��3 L��1000�� f��5 (LΪ�۸��빤�ֵָij���) |
|
||||||
|
|
�ȿ���б����90�㰴�ȿ�B���� ��������1.5(���ȱ߽Ǹְ����ȿ��ȼ���) |
|||||||||||
|
|
�ȿ���б
|
|||||||||||
|
2)��ǰ�ֲ�(�ְ塢�ֵ�)�ľ�Բ�����뾶R(�ڰ뾶)�μ����ȱ߽Ǹ��������ȱ߽Ǹ�����������ͨ�۸�����������ͨ���ָ����������С�����뾶�����ܲ���С�����뾶(�������ݷDZ�JB/T5000.3�Ĺ涨)������ֵ���ֲ������¶�900��1100�档�������ʱ���¶Ȳ��õ���700�档����ͨ�ͺϽ��Ӧע��䡣 3)��ǰ���ӵ���С�����뾶R(�ڰ뾶)�μ����ܲ���С�����뾶��������(�������ݷDZ�JB/T5000.3�Ĺ涨)������ʱ�����¶�Ϊ800��1000���������������¶Ȳ��õ���700��������Ӧ��ר�õ���ܻ��Ͻ��С�����������ں������(������)���������䲻���ڱں�15%�����䲻���ڱں�20%����ǰ���ӵ������뾶�ʲԲ���ʲ�����IJ�����ȼ�������ǰ���ӵ������뾶��Բ���ʲ�����IJ���������������ε�Ͳ��ߴ��ʲ������ǰ�������ε�Ͳ��ߴ��ʲ��� 4)���Ӽ��ij��ȳߴ�δע����ƫ�δעֱ�߶ȡ�ƽ��Ⱥ�ƽ�жȹ�����йع涨�����ȳߴ繫��һ��ѡB������λ����һ��ѡF�������ɲ���ע������Ӧ�����ͼ���ϱ�ע(ָ��ע��ͼֽ�ϵ�)�����Ӽ��ijߴ繫������λ����ȵȼ�ѡ�ü������Գߴ���ֱ�߶ȡ�ƽ��Ⱥ�ƽ�жȹ����� 5)�Ƕ�δע����ƫ������Ƕȳߴ�ƫ�����Ƕ�ƫ��Ĺ��Ƴߴ��Զ̱�Ϊ�������䳤�ȴ�ͼ�������Ļ�������(�����Ƕȳߴ�ƫ��)������ͼ���ϲ���ע�Ƕ�����ֻ��ע���ȳߴ���������ƫ����mm/m�ơ�һ��ѡB�����ɲ���ע������Ӧ�����ͼ���ϱ�ע�� 6)��̼�ֵĺ��Ӽ���һ������Ԥ�ȾͿɽ��к��������������¶ȵ���0����ߺ�Ƚϴ�ʱ����ǰҲ������ݹ���Ҫ�����Ԥ�Ȳ������䡣 7)�ͺϽ�ṹ�ֵĺ��Ӽ��������ۺϿ���̼������������ȡ����ӽ�ͷ�ľ����ȡ������¶��Լ���ʹ�õĺ��Ӳ��ϵ�������ȷ������Ԥ���¶������±�2�������÷ǵ��⺸�Ӳ��Ϻ���ʱ��Ӧ�ʵ������ٽ�������ʵ����Ԥ���¶ȡ����幹����Ԥ���¶��ɺ��Ӽ�����Ա���ݽṹ�������ȷ���� |
||||||||||||
|
��2�� �ͺϽ�ṹ�ֺ��Ӽ�����Ԥ���¶� |
||||||||||||
|
���� �� |
���/mm |
��ǰԤ��/�� |
���� �� |
���/mm |
��ǰԤ��/�� |
|||||||
|
09Mn2(Q295) |
|
��Ԥ�� |
15MnTi(Q390) |
��32 |
��100 |
|||||||
|
09Mn2Si |
|
��Ԥ�� |
14MnMoNb |
��32 |
��100 |
|||||||
|
09MnV(Q295) |
|
��Ԥ�� |
15MnVN(Q420) |
��32 |
|
|||||||
|
12Mn(Q295) |
|
��Ԥ�� |
14MnVTiRE(Q420) |
��32 |
��100 |
|||||||
|
16Mn(Q345) |
��40 |
��100 |
18MnMoNb |
|
��150 |
|||||||
|
16MnRE(Q345) |
��40 |
��100 |
14MnMoV |
|
��150 |
|||||||
|
14MnNb(Q345) |
��40 |
��100 |
14MnMoVB |
|
��150 |
|||||||
|
15MnV(Q390) |
��32 |
��Ԥ�� |
|
|
|
|||||||
|
8)���ܱ���ǻ�ĺ��Ӽ������ȴ���֮ǰ��Ӧ���м�������ʵ���λ�üӹ���10mm����ʹ���ǻ�������ͨ�������������Ŀ����ȴ�����Ҫ���¶��ϡ� 9)���ӽ�ͷ���¿���ʽ��ߴ�Ӧ����GB/T985��2008��GB/T986��1988�Ĺ涨������ʢˮ��©��Һѹ���顢���������顢ú����©����ɲ���JB/T4735��1997����ع涨�����쳬����̽��Ӧ����GB/T11345��1989�Ĺ涨����������̽��Ӧ����GB/T3323��1987�Ĺ涨���������ŷ�̽��Ӧ����JB/T6064��1992�Ĺ涨��Ҫ������ѧ��������ĺ�����Ӧ��ͼ��������Ҫ����ע�����������ѧ�����������ࡢ�����ߴ簴GB/T2649��1989��GB/T2655��1989��GB/T2656��1981�Ĺ涨�������庸���빤��������ͬ���ȴ�������Ԥ�Ⱦ����������̽�˼�顣 10)ͼ����Ӧ��ע�������(Ӧ����GB/T324��2008���йع涨)������̽�������õı������𡢺����Ƿ�����Ӧ������������Ͳ�λ������Ԥ��Ҫ��ĺ���Ӧ����Ԥ���¶ȵȡ� 11)�����Ա���ݺ��Ӽ��ļ���Ҫ����д�±�3��Ҳ�ɲ���������ʽ��ע�� ��3 |
||||||||||||
|
���Ӽ�����Ҫ�� |
���Ӽ�����Ҫ�� |
|||||||||||
|
ͨ�ü���Ҫ�� |
JB/T 5000.3 |
��λ����ȵȼ� |
|
|||||||||
|
���������������� |
|
�ܷ������� |
��/�� |
|||||||||
|
�ߴ繫��ȵȼ� |
|
��ѹ���� |
��/�� |
|||||||||
|
ע���ո��пɲ�����������Ҫ�� 12)�����и��������Ҫ����JB/T5000.2�Ĺ涨�� 13)���Ӽ�ͿװǰҪ���б����������������ȼ���JB/T5000.12�Ĺ涨�� |
||||||||||||
|
||||||||||||