|
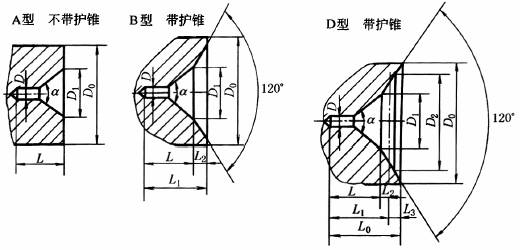
75°、90°中心孔 mm |
||||||||||
|
|
||||||||||
|
α |
规格 D |
D1 |
D2 |
L |
L1 |
L2 |
L3 |
L0 |
选择中心孔的参考数据 |
|
|
毛坯轴端直径 (min)D0 |
毛坯重量 (max)/kg |
|||||||||
|
75°(JB/ZQ4236―1997) |
3 |
9 |
|
7 |
8 |
1 |
|
|
30 |
200 |
|
4 |
12 |
|
10 |
11.5 |
1.5 |
|
|
50 |
360 |
|
|
6 |
18 |
|
14 |
16 |
2 |
|
|
80 |
800 |
|
|
8 |
24 |
|
19 |
21 |
2 |
|
|
120 |
1500 |
|
|
12 |
36 |
|
28 |
30.5 |
2.5 |
|
|
180 |
3000 |
|
|
20 |
60 |
|
50 |
53 |
3 |
|
|
260 |
9000 |
|
|
30 |
90 |
|
70 |
74 |
4 |
|
|
360 |
20000 |
|
|
40 |
120 |
|
95 |
100 |
5 |
|
|
500 |
35000 |
|
|
45 |
135 |
|
115 |
121 |
6 |
|
|
700 |
50000 |
|
|
50 |
150 |
|
140 |
148 |
8 |
|
|
900 |
80000 |
|
|
90°(JB/ZQ4237―1997) |
14 |
56 |
77 |
36 |
38.5 |
2.5 |
6 |
44.5 |
250 |
5000 |
|
16 |
64 |
85 |
40 |
42.5 |
2.5 |
6 |
48.5 |
300 |
10000 |
|
|
20 |
80 |
108 |
50 |
53 |
3 |
8 |
61 |
400 |
20000 |
|
|
24 |
96 |
124 |
60 |
64 |
4 |
8 |
72 |
500 |
30000 |
|
|
30 |
120 |
155 |
80 |
84 |
4 |
10 |
94 |
600 |
50000 |
|
|
40 |
160 |
195 |
100 |
105 |
5 |
10 |
115 |
800 |
80000 |
|
|
45 |
180 |
222 |
110 |
116 |
6 |
12 |
128 |
900 |
100000 |
|
|
50 |
200 |
242 |
120 |
128 |
8 |
12 |
140 |
1000 |
150000 |
|
|
注:1.中心孔的选择:中心孔的尺寸主要根据轴端直径D0 和零件毛坯总重量(如轴上装有齿轮、齿圈及其他零件等)来选择。若毛坯总重量超过表中D0相对应的重量时,则依据毛坯重量确定中心孔尺寸。 2.当加工零件毛坯总重量超过5000kg时,一般宜选择B 型中心孔。 3.D 型中心孔是属于中间型式,在制造时要考虑到在机床上加工去掉余量“L3”以后,应与B 型中心孔相同。 4.中心孔的表面粗糙度按用途自行规定。 |
||||||||||